



پی ال سی چیست؟
پی ال سی یا کنتولر منطقی قابل برنامه ریزی یا یک کامپیوتر مخصوص هدف است و در تابلو برق در صنعت مورد استفاده قرار میگیرد.
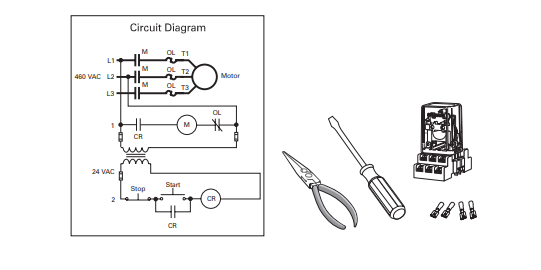
در ابتدا پنل رله جایگزی پی ال سی بوده است و ایجاد دستگاه با استفاده از رله ها وقت گیر و چالش برانگیز بوده و ایجاد یک تغییر در برنامه ، عملکرد دستگاه تقریبا به اندازه شروع کار پیچیده میشد .
رله ها به مراتب بیشتر از اجزای کامپیوتر خراب میشدند بنابراین منطق رله اتلاف زیادی داشت نسبت به کنتلرهای جدید مبتنی بر plc و مهم تر از همه این ها رله ها از برق زیادی استفاده میکنن و گرما و دوده زیادی ایجاد و فضای زیادی را به خود اختصاص می دادند.

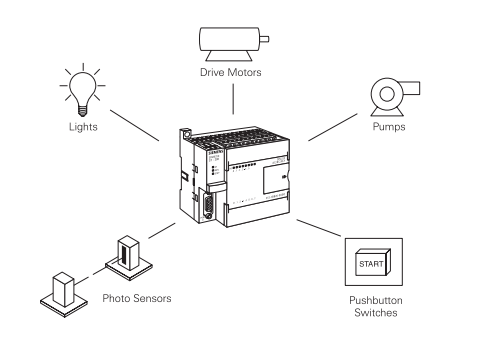
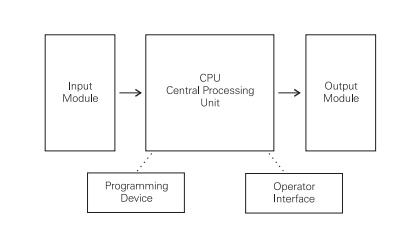
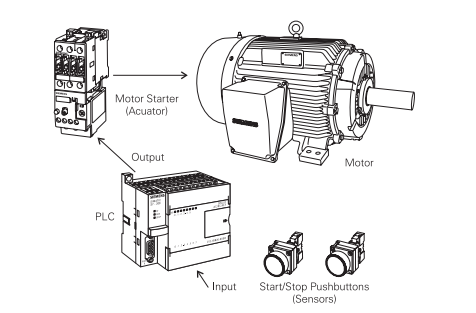
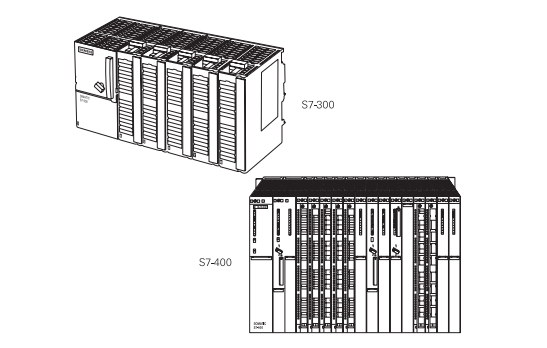
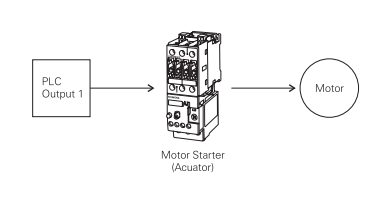
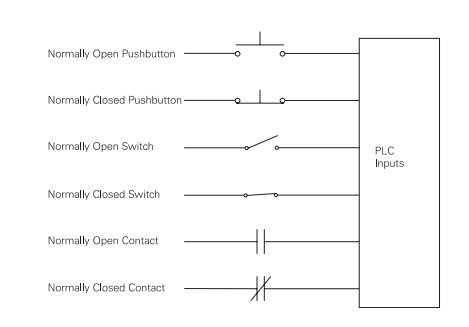
به پی ال سی می توان ماژول که همان کارت های ورودی/خروجی گفته میشود را متصل کرد و یا در برخی از پی ال سی ها I/O بخشی از cpu است بنابراین در اکثر سیستم ها صفحه باری را قرار می دهند که آن ها را در خودشون نگه دارند و به صورت الکترونیکی آن ها را به هم وصل می کنند.

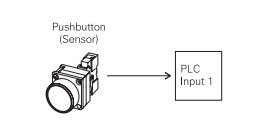
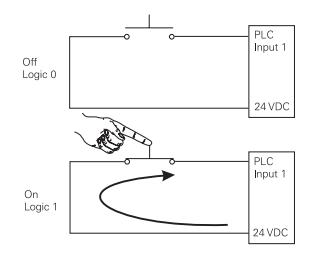
ماژول ها می توانند چندین سانت با CPU فاصله داشته باشن و با کابل ها داده متصل شوند و پی ال سی در گذشته فقط محدود به ورودی خروجی دیجیتال بوده است ولی با گذشت زمان تولید کننده ها ،ورودی و خروجی آنالو گ هم به آن اضافه کردند و همچنین قابلیت محاسبه در برنامه نویسی قرار دادند به عنوان مثال مقادیر کنترل فرآیند آماری(SPC ) را محاسبه و می توانیم کنترل کننده های PID را مستقیما در برنامه PLC قرار دهیم و از آن جا که به این کنترلر منطقی قابل برنامه ریزی گفته می شود، ما باید آن را برنامه ریزی کنیم.بیشتر پی ال سی برنامه ریزی شده اند و با استفاده از برنامه ای که روی یک رایانه رومیزی یا لپ تاپ قرار دارد به اجرا دراورد .پی ال سی ها با استفاده از اترنت یا یک اتوبوس ارتباطی اختصاصی ارتباط برقرار میکنند بسته به سازنده دارد.به نظر می رسه در سال های اخیر بسیاری از تولیدکنندگان اترنت یا USB استفاده می کنند.

متاسفانه سازندگان پی ال سی نتوانسته اند در مورد چگونگی برنامه نویسی توافق کنند اگر چه بیشتر تولید کنندگان ادعا می کنند نوعی منطق نردبان دارند ولی مشخصات این زبان برنامه نویسی برای هر تولید کننده ای متفاوست است(زبان برنامه نویسی زیمنس و دلتا و...با هم متفاوت است) یک راه برای ایجاد نظم و تعامل برای این مشکل به وجو آمده ، موسسه استاندارد امریکا (ANSI) استاندار IEC 61131است که این استاندار چندین زبان برنامه نویسی را تعریف می کند.
امیدوارم از این مقدمه کوتاه لذت برده باشید.
برای خرید محصولات پی ال سی و اتوماسیون صنعتی کلیک بفرمایید.