اتوماسیون صنعتی
معرفی محصولات اتوماسیون صنعتیاتوماسیون صنعتی
معرفی محصولات اتوماسیون صنعتیربات هایی که با انسان شریک شدند!
.jpg)
برنامه نویسی PLC
برنامه نویسی پی ال سی
زبانهای برنامه نویسی
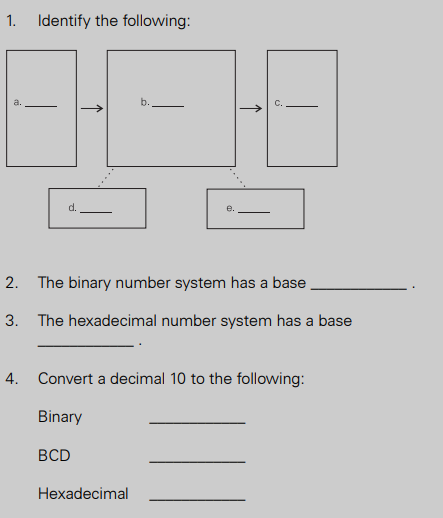
برنامه ای که در کد ماشین در سیستم های PLC بارگذاری می شود ، توالی اعداد کد باینری برای نشان دادن دستورالعمل های برنامه.
از زبان اسمبلی مبتنی بر استفاده از mnemonics می توان استفاده کرد و از یک برنامه رایانه ای به نام assembler برای ترجمه mnemonics به کد ماشین استفاده می شود.
از زبانهای سطح بالا (C ، BASIC و غیره) می توان استفاده کرد.
دستگاه های برنامه نویسی
PLC می تواند از طریق یک دستگاه برنامه نویسی مناسب دوباره برنامه ریزی شود:
کنسول برنامه نویسی
رایانه شخصی
برنامه نویس دستی
مقدمه ای بر منطق نردبان
منطق نردبان از نمادهای گرافیکی مشابه نمودارهای مدار شماتیک رله استفاده می کند.
نمودار نردبان شامل دو خط عمودی است که ریلهای قدرت را نشان می دهد. مدارها به صورت خطوط افقی بین این دو عمود متصل می شوند.

ویژگی های نمودار نردبان
قدرت از چپ به راست جریان دارد.
خروجی در سمت راست نمی تواند مستقیماً با سمت چپ متصل شود.
تماس را نمی توان در سمت راست خروجی قرار داد.
هر پله حداقل دارای یک خروجی است.
از هر خروجی فقط یکبار می توانید در برنامه استفاده کنید.
یک ورودی / خروجی ورودی خاص می تواند در بیش از یک پله نردبان ظاهر شود.
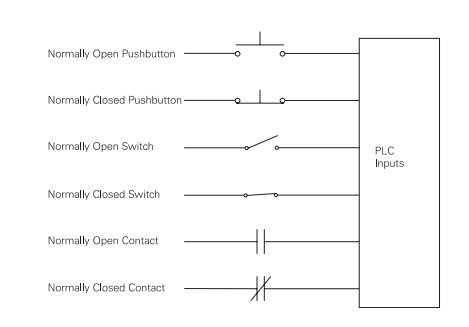
ورودی های ورودی / خروجی همه با آدرس آنها مشخص می شوند ، بسته به تولید کننده PLC از علامت گذاری استفاده می شود.
معرفی لیست بیانیه
لیست اظهارات یک زبان برنامه نویسی است که با استفاده از اختصارات mnemonic از Boolean استفاده می شود
عملیات منطقی. عملیات بولی بر روی ترکیب کار می کند
متغیرهایی که درست یا نادرست هستند.
بیانیه یک دستورالعمل یا دستورالعمل برای PLC است.
عملیات لیست لیست
* دستورالعمل بارگذاری (LD).
* و (الف) دستورالعمل.
* یا دستورالعمل (O).
* دستورالعمل خروجی (=).
نمودارهای بلوک عملکرد
بلوک عملکرد به عنوان یک جعبه با نام عملکرد نوشته شده است.

تاریخچه PLC
توسعه PLC در سال 1968 در پاسخ به درخواست یک تولید کننده اتومبیل آمریکایی (GE) آغاز شد. اولین PLC ها در صنعت در سال 1969 نصب شدند.
توانایی های ارتباطی تقریباً از سال 1973 ظاهر می شوند. همچنین می توانند در دهه 70 برای ارسال و دریافت ولتاژهای مختلف استفاده شوند تا بتوانند به دنیای آنالوگ وارد شوند.
دهه 80 تلاش کرد:
ارتباطات را با پروتکل اتوماسیون ساخت (MAP) استاندارد کنید ، اندازه PLC را کاهش دهید و آنها را از طریق برنامه نویسی نمادین در رایانه های شخصی به جای پایانه های اختصاصی برنامه نویسی یا برنامه نویسان دستی ، قابل برنامه ریزی کنید.
دهه 90 شاهد کاهش تدریجی پروتکل های جدید و نوسازی لایه های فیزیکی برخی از پروتکل های مشهورتر که از دهه 1980 زنده مانده اند ، شده است.
پی ال سی زیمنس
کنترلگر منطقی برنامه پذیر (PLC)
به عنوان کنترل کننده های قابل برنامه ریزی خوانده می شوند ، در خانواده رایانه قرار دارند. آنها در کاربردهای تجاری و صنعتی مورد استفاده قرار می گیرند. PLC ورودی ها را نظارت می کند ، براساس برنامه خود تصمیم گیری می کند و خروجی ها را برای اتوماسیون یک فرآیند یا دستگاه کنترل می کند.
عملیات پایه PLC
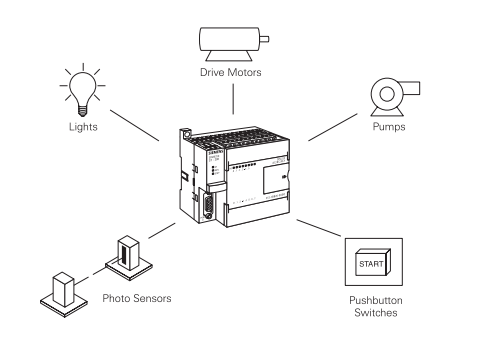
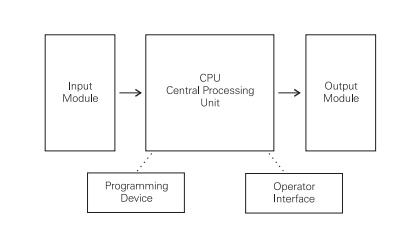
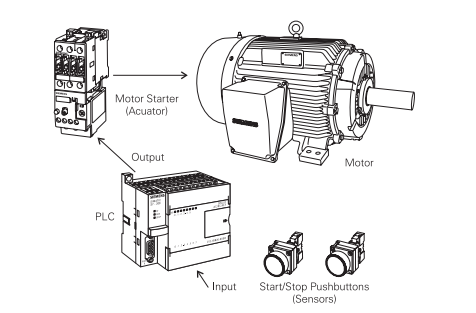
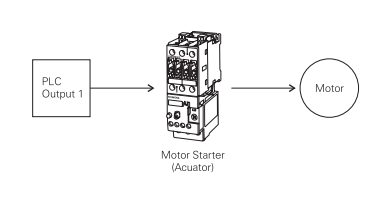
PLC ها از ماژول های ورودی یا نقاط ، یک واحد پردازش مرکزی (CPU) و ماژول های خروجی یا نقاط تشکیل شده اند. یک ورودی انواع مختلفی از سیگنال های دیجیتال یا آنالوگ را از دستگاه های مختلف فیلد (سنسور) می پذیرد و آنها را به یک سیگنال منطقی تبدیل می کند که توسط CPU قابل استفاده است. CPU تصمیم گیری می کند و دستورالعمل های کنترل را بر اساس دستورالعمل برنامه در حافظه اجرا می کند. ماژول های خروجی دستورالعمل های کنترل را از CPU به یک سیگنال دیجیتال یا آنالوگ تبدیل می کنند که می تواند برای کنترل دستگاه های مختلف میدانی (محرک ها) استفاده شود.
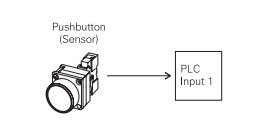
برای وارد کردن دستورالعمل های مورد نظر از یک وسیله برنامه نویسی استفاده می شود. این دستورالعمل ها تعیین می کنند پی ال سی برای ورودی مشخص چه خواهد کرد. دستگاه رابط عملگر اجازه می دهد تا اطلاعات فرآیند نمایش داده شود و پارامترهای کنترل جدید وارد شوند.
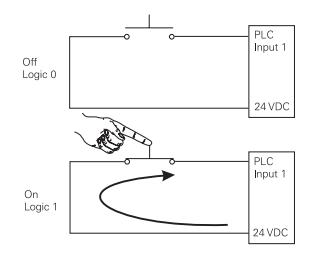
Pushbuttons (سنسورها) در این مثال ساده که به ورودی های PLC متصل هستند ، می توانند برای شروع و متوقف کردن موتور متصل به PLC از طریق استارت موتور (محرک) استفاده شوند.
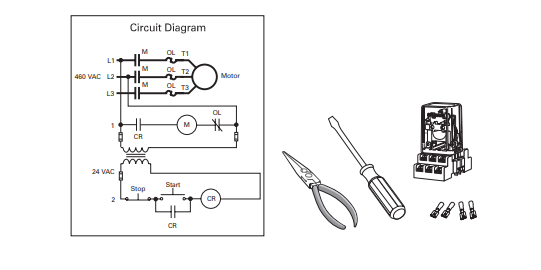
کنترل سیمی
قبل از PLC ها ، بسیاری از این کارهای کنترل با کنترل های کنتاکتور یا رله انجام میشدند. اینها اغلب به عنوان کنترل سخت افزاری گفته می شود. نمودارهای مدار باید طراحی می شدند ، اجزای الکتریکی مشخص و نصب می شدند و سیم کشی ها ایجاد می شد. سپس برقها ، اجزای لازم برای انجام یک کار خاص را متصل میکنند. و اگر خطایی ایجاد شده باشد ، سیم ها باید به درستی وصل شوند. تغییر در عملکرد یا گسترش سیستم نیاز به تغییرات گسترده ای در اجزای سازنده و تغییر مجدد دارد.
مزایای PLC
همچنین کارهای پیچیده تری را می توان با PLC انجام داد. سیم کشی بین دستگاه ها و ارتباط با رله در برنامه PLC انجام می شود. سیم کشی سخت افزاری، اگرچه هنوز برای اتصال دستگاه های میدانی لازم است ، اما به صورت فشرده تر است. اصلاح برنامه و اصلاح خطاها آسانتر شده است. ایجاد و تغییر یک برنامه در یک PLC آسانتر از سیم کشی و بازنویسی یک مدار است.
در زیر تنها چند مزیت PLC بیان شده است:
• اندازه فیزیکی کوچکتر ازاتصالات سخت افزاری.
• آسانتر و سریعتر برای ایجاد تغییرات.
• PLC ها دارای یکپارچه سازی تشخیصی و توابع نادیده گرفتن هستند.
• تشخیصی بصورت مرکزی در دسترس است.
• برنامه ها می توانند بلافاصله مستند شوند.
• برنامه ها را می توان سریعتر و کم هزینه تر کپی کرد.
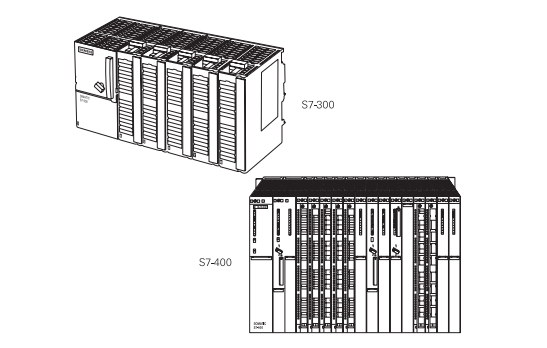
PLC های زیمنس
آموزش برنامه نویسی plc دلتا-قسمت سوم
آموزش برنامه نویسی پی ال سی-قسمت سوم
کانترها:
به جرات میتوان گفت کانترها جزء پرکاربرد ترین دستورات در برنامه نویسی PLCها هستند. در پی ال سی دلتا نیز کانترهای مختلفی برای کاربردهای متفاوت وجود دارد.
در کل کانترها به بخش های زیر تقسیم میشوند:
کانتر های 16 بیتی
کانتر های 32 بیتی
کانتر های سرعت بالا
کانتر های نرم افزاری
کانترهای سخت افزاری
اگر مقدار صحیح عددی در یک رجیستربین بازه – 32767-32768- بود،این عدد یک عدد 16 بیتی است.
کانتر نیز مانند تایمر دارای تیغه داخلی میباشد با این فرق که این تیغه در کانتر با C نمایش داده میشود. کانتر ها نیز مانند تایمرها ، رجیسترها، حافظه های داخلی و... دارای جدول مشخصات در فایل منوال مختص هر PLC میباشند.
دستورINC و DEC
گاهی اوقات نمیخواهیم تعداد مشخصی محصول تولید کنیم و فقط میخواهیم بدانیم در کل چند محصول تولید کرده ایم. در این موارد میتوان از دستور INC برای شمارش صعودی و از DEC برای شمارش نزولی استفاده کرد.
در نظر داشته باشید هنگام استفاده از این دستور باید از ورودی با لبه باالرونده یا پایین رونده استفاده شود تا فقط یک پالس در هر تحریک به دستور برسد. شمار میتوانید این برنامه را بدون استفاده از تیغه با لبه باالرونده یا پایین رونده استفاده کنید تا موضوع و دلیل لزوم استفاده از لبه در تیغه را متوجه شوید.
لبه بالارونده LDP :
این تیغه ، تنها یک پالس از خود عبور میدهد. تصور کنید که ورودی شما به صورت یک تیغه با لبه باالرونده است و به یک شاستی استارت متصل است. وقتی این شاستی را فشار میدهید همزمان با فشرده شدن یک پالس ارسال میشود. حال اگر از لبه پایین رونده )LDF )استفاده کنید، با فشار دادن شاستی ، اتفاقی رخ نمیدهد ولی هنگام رها کردن شاستی یک پالس ارسال میشود.

در برنامه نویسی گاهی نیاز است که مقداری را با مقداری دیگر مقایسه کنیم. برای مثال میخواهیم اگر تعداد محصولی که تولید کردیم ) از جلوی سنسور عبور کرده ( بیشتر از یک مقدار مشخص شد، دستگاه خاموش شده و آالرم مخصوص سرویس و نگهداری به صدا در آید. یا مثال میخواهیم اگر مقدار دمای محیط از دمایی که ما تعیین کردیم بیشتر یا کمتر یا مساوی بود، خروجی متناسب با آن وضعیت فعال شود. در این مواقع میتوان با استفاده از دستورات مقایسه کننده این کار را انجام داد. برای برنامه نویسی در PLCهای دلتا انواع مقایسه کننده ها موجود است که میتوان برای راحتی کار از آنها استفاده کرد.
در این قسمت قصد داریم تا به تعدادی از این دستورات مقایسه کننده بپردازیم.
دستورات مقایسه ای بر پایه ی LD:
این دستور دارای انواع مختلف بوده و به شکل های زیر مورد استفاده قرار میگیرد.
LD=
LD<
LD>
LD<>
LD<=
LD>=
دستورCMP
این دستور نیز یکی دیگر از دستورات مقایسه ای میباشد.
دستور ZCP
این دستور هم یکی از دستورات مقایسه میباشد. این دستور، دستور مقایسه ی ناحیه ای میباشد.
پایان بخش سوم
plc چیست؟
PLC چیست؟

یک کنترل کننده منطقی قابل برنامه نویسی می باشد که معمولا"(programable logic controller ) یک نوع وسیله کامپیوتری که برای کنترل تجهیزات وابزار صنعتی بکار میرود .این نوع تجهیز (plc) ابزارهای صنعتی خودشان را کنترل می کند .
وسیله سیستم برنامه ای ماشین به صورت اسمبلی اتوماتیک می باشد که شما به آن برنامه به میدهد ویا با یک plc دیگری خارج از آنجا آن را کنترل می کنید
در کنترل سیستم کار خانه های قدیمی دستگاهها بصورت سیمی کنترل می شدند و بر این اساس وتابع این سیستم عمل می کردند وسیستم PLC جایگزین بین سیم کشی های بین دستگاها شده است . بدین سان بجای کنترل سیم ها به یکدیگر همهء تجهیزات به PLC متصل می شود . سپسبرنامه کنترل PLC آماده است برای آن که دستگاها را به یکدیگر متصل کند .
برنامه کنترل کا مپیوتر در حا فظه ء PLC ذخیره شده که به PLC اجازه می دهد که چیزی را که فرض کرده PLC از آن استفاده کند برای آماده کردن سیم کشی واتصال بین سیستم دستگاه که سیستم نرم افزاری سیم کشی گفته می شود .

چرااز PLCاستفاده می شود ؟
این رابط نرم افزاری مهم و ضروری است . که توسط [controllers-programable] آماده میشود که در حقیقت مهمترین خصوصیت plc برای تغییر وساخت وکنترل سیستمها میباشد
اگر شما می خواهید دستگاهی در یک سیستم plc رفتارهای متفاوت ویا کنترل توسط پروسه های مختلف داشته باشد می توانید باتغییراین برنامه کنترل آن را دردست گیرید. در سیستمهای برای انجام این نوع تغییر باید وایرهای بین ابزارها تغییر کند که هزینه وزمان زیادی را مصرف اما چه چیز در PLC فوق العاده است؟
سیستم پایه ای PLC به دو فاکتور را شامل می شود
1) قسمت مرکزی
2) ورودی وخروجی سیستم
cpu قسمتی از کنترل کننده قابل برنامه ریز[ontroller_c-programable] می باشد که اصلاح کردن وکد گذاری وانباشته کردن فرآیند های اطلاعات را به عهده دارد همچنین اجرا کردن برنامهء کنترل ذخیره شده در حافظه CPU.
ماهیت CPUمغز برنامه ریز وکنترل کننده میباشد . CPU سه قسمت دارد :
1) پردازنده (the processor)
2) سیستم حافظه (the memory system )
منبع تغذیه (the power supply)
پردازنده قسمتی ازCPU می باشد که ورودیها ی آن کدها وکد گذاریهایی می با شد که به کامپیوتر می دهند .
سیستم حافظه یکی دیگر از قسمتهای cpu میباشد که هر دو قسمت برنامهء کنترل وورودی از تجهیزات اتصال به plc را در خود ذخیره کرده است . منبع تغذیه قدرت قسمتی است برای آماده کردن ولتاژوجریان مود نیاز PLC.
ورودی وخروجی سیستم :(O/I) (SYSTEM OUT PUT /THE INPUT)
ورودی وخروجی سیستم قسمتی از PLC است که در همه زمینه های صنعتی و انواع دستگاههابه آن متصل می شوند . اگر CPU بتواند به عنوان یک مغز برای PLC باشد سپس سیستم ورودی وخروجی (O/I)هم می تواند به عنوان یک دست وپا باشد .
سیستم ورودی وخروجی شامل 2قسمت اصلی می باشد :
رکها (THE RACK)
سیستم ورودی وخروجی(MODULES)
رک در شیارها محصور شده وبه این وسیله به CPU متصل می شود . سیستم ورودی وخروجی (O/I)
(MODULES) به صورت ترمینال که اتصالات و سیمها به آن وصل می شوند . رک(RACK) , (MODULES) (O/I) از تقابل بین زمینه ابزار و پی ال سی می باشد .هنگامی که بطور کامل نصب می شود.
در هرسیستم ورودی وخروجی (MODULE) (O/I) هر قسمت بطور مطمئن در هر زمینه ابزاری مربوط به خودش سیم کشی شده وبا اطمینان در شیار (RACK) نصب شده است این بزرگترینسیستم اتصالبین تجهیزات و PLC می باشد در PLC های کوچکتر رک وسیستم(O/I) به عنوان یک واحد بسته بندی شد ه اند.
برای خرید محصولات پی ال سی و اتوماسیون صنعتی کلیک کنید.
پایان بخش 1